媒体中心
news Center
水性工业漆漆膜流挂的产生原因及解决措施
时间:2021-10-18
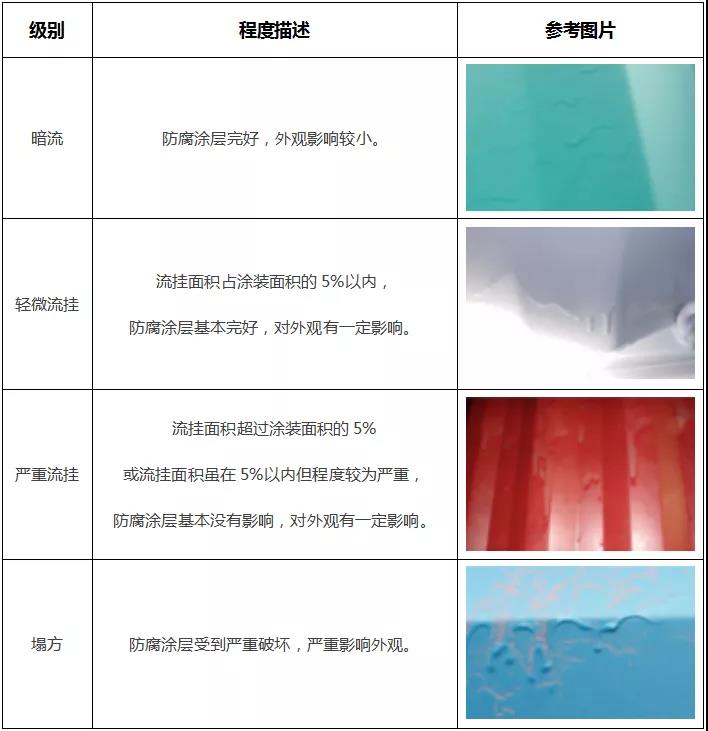
水性工业漆涂装时,涂布在垂直面上的涂料,漆膜形成过程中湿膜受到重力的影响向下流动,使漆膜产生不均一的条纹和流痕的现象称之为流挂。

1、人员因素:
① 喷涂操作不当,枪移动速度过慢,造成一次喷涂重叠,漆膜过厚。
② 喷涂距离小于标准,喷涂角度不合适,导致局部喷涂量增加,漆膜过厚。
2、设备因素:
① 工具使用不当,喷枪的喷嘴直径过大,喷涂流量大,导致流挂。
② 压缩空气压力不足,涂料雾化不良,漆膜厚度不均匀,产生流挂。
3、物料因素:
① 所用涂料不配套。
② 溶剂使用过多,导致涂料粘度低于施工要求,导致流挂。
③ 涂料中使用了重质颜料或颜料研磨不均。
4、工艺因素:
① 机器人喷涂距离设置不合理,导致局部膜厚过厚,产生流挂。
② 温湿度设定范围和油漆施工要求不匹配。
③ 喷涂参数设定不合理,导致局部漆膜过厚,产生流挂。
5、环境因素:
① 喷涂环境湿度超过工艺要求。
② 喷涂环境温度超过工艺要求。
③ 喷涂环境温度过低。
1、提高水性工业漆喷漆人员的技能熟练度,控制漆膜喷涂均匀,一次不宜喷涂太厚(一般控制在20μm左右)。
2、严格控制涂料的施工粘度。
3、选择合适的喷涂工具,施工前检查压缩空气是否满足工艺要求。
4、加强现场温湿度的调节,保证施工现场温湿度保持在工艺范围内。
5、调整涂料配方或添加阻流剂。
6、降低喷涂流量、增加喷涂距离。
7、在旧漆膜上涂新漆前预先打磨处理。
产品与市场
摩斯国际
上海市嘉定区南翔镇沪宜公路1185号高科商务中心15楼
brand@haolisen.com
021-39199000
投诉方式: 18260556793 tousu@hls-nt.com
©2015 HAOLISEN 摩斯国际









 沪公网安备 31011402009577号
沪公网安备 31011402009577号