媒体中心
news Center
电泳漆固体份测试条件的区别,你了解多少?
时间:2023-03-28
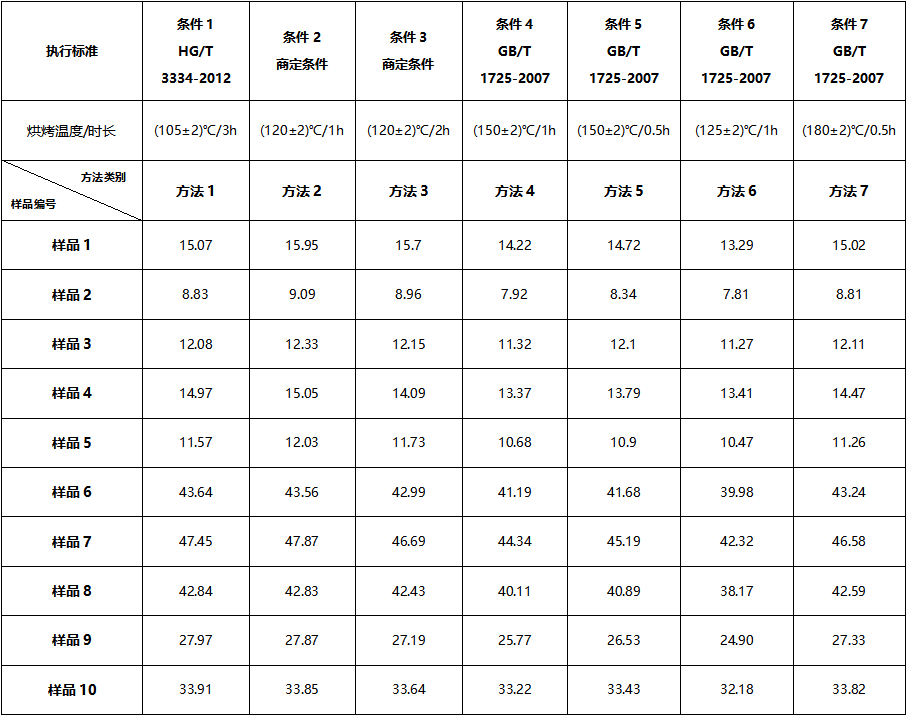
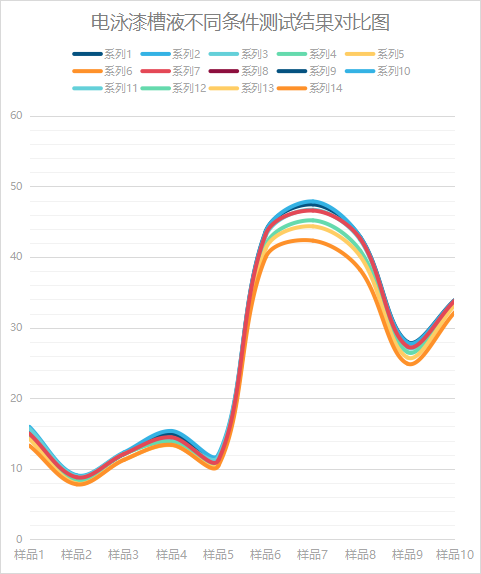
固体份含量太低时,有可能会导致漆膜偏薄、泳透率下降,涂层质量的稳定性下降。而固体份含量太高时,则有可能会导致电泳漆膜产生"桔皮"现象,且出现带出损耗增加。因此对电泳槽液固体份含量的控制,是电泳生产线重要的管控指标。 GB/T 6751-1986(目前作废) GB/T 1725-2007 1. 取洁净、干燥铝制表面皿编号,在分析天平上准确称量其质量M1。 2. 向表面皿中加入一定量的待测样品,称其质量M2,放入电热式鼓风干燥箱内,120℃烘烤1h(当温度达到120℃时开始计时),或商定温度和条件。 3. 在干燥条件下冷却称重M3,按以下公式计算: 结果取两次平行试验的平均值,平行测定的相对偏差应不大于3%(或商定要求),若大于3%则需重新测试。 结合实验结果和电泳漆槽液不同条件测试结果对比图可以看出: 1. 当样品和设备一致时,烘烤温度/时长控制在(105±2)℃/ 3h、(120±2)℃/ 1h、(120±2)℃/ 2h、(180±2)℃/0.5h各数值之间的偏差较小(以条件2数据为基准,相对偏差在7%以内),对电泳涂装生产线槽液指标管控来说,以上数据均可作为有效数据用于日常生产线固体份参数调整;若时间受限制可使用(180±2)℃/0.5h来替代(120±2)℃/ 1h条件来测试。 2. 当烘烤温度/时长控制在(150±2)℃/ 1h、(150±2)℃/ 0.5h、(125±2)℃/ 1h各数值之间的偏差较大(以条件2数据为基准),总体数据较其他条件测试明显偏差较大,不建议用于电泳生产线固体份日常维护数据参考条件。 3. 当烘烤温度/时长控制在(150±2)℃/ 1h、(150±2)℃/ 0.5h各数值之间的偏差较小(以条件4数据为基准,相对偏差在7%以内),如需要按照此条件来测试,两者皆可使用。 
本文作者:摩斯国际应用工程中心 陆巧珍
产品与市场
摩斯国际
上海市嘉定区南翔镇沪宜公路1185号高科商务中心15楼
brand@haolisen.com
021-39199000
投诉方式: 18260556793 tousu@hls-nt.com
©2015 HAOLISEN 摩斯国际









 沪公网安备 31011402009577号
沪公网安备 31011402009577号