媒体中心
news Center
水性涂料对钢材表面预处理要求标准
时间:2023-08-25
在涂装施工中,初始表面清理和预处理是确保涂料体系成功的关键步骤。本章将介绍涂装施工条件的要求,特别是对于水性涂料在钢材表面预处理方面的规范要求。 . .
01 涂装施工的条件要求
2.1.1 涂漆表面平整
铸件、锻件的需涂漆表面应平整,没有明显的突起、毛刺、锐边、砂眼。
焊接结构件转油漆时,其表面不允许有焊渣、飞溅、药皮、焊瘤及机械加工残存的飞边、毛刺、铁屑等。
2.2 工装保护
在喷丸或抛丸前,要对工件部分部位进行保护,避免造成损伤,影响装配。
2.2.1 工装保护部位
工装保护部位主要有螺纹孔、镗孔、精加工面及设计要求需保护的部位。
2.2.2 喷丸前加工面保护与工装应用总结
一般对于加工面、镗孔及通孔粗糙度小于等于12.5,喷丸(喷砂)前需保护,保护的目的是:防止将螺纹、镗面和其它需保护的加工面打坏,同时避免丸粒(砂粒)进入不易清理的部位。保护工装主要使用:螺栓、螺母、 橡胶皮子及部分特制保护工装,对于较长的螺纹孔,应从两边同时上螺栓或橡胶塞子。螺栓应尽可能往里拧,以保证螺栓的使用寿命。
2.3.3 上工装及除油质量要求
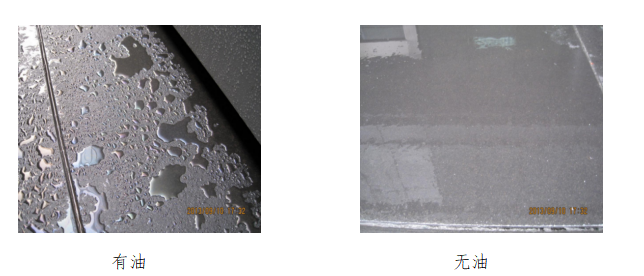
向金属表面呼气,清洁的表面有均匀的雾水, 而有油的地方没有雾水,需进一步去油
喷丸(喷砂)空气压力0.5~0.8MPa,喷枪与工件表面成一定的角度,一般锈蚀层45°~70°,严重锈蚀层、氧化皮:70°~80°;喷砂顺序:先内后外,先上后下,先难后易,先边角后大面。对于死角或腔体内处理不到位的部位,用60#砂布手工打磨喷丸(喷砂)死角。喷丸(喷砂)后的工件不得裸手触摸。喷丸或抛丸处理后的工件应在4个小时内喷涂上底漆,如遇阴天或潮湿天气,应立即涂上底漆。
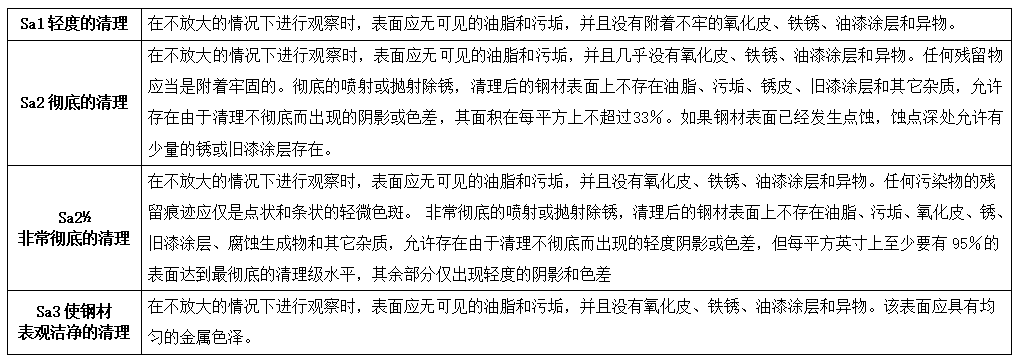
重要涂装面除锈等级:≥Sa2.5(A面);一般涂装面除锈等级:≥Sa2(B面、C面);被喷涂表面无灰尘、油及其它杂质。标准参考ISO-8501-1。达到Sa 2-2.5级;密度85%以上;表面粗糙度在25-40um之间;在不使用放大镜的情况下观察出来的任一个经过近出白金属喷砂清理的表面,应无任何可见的油渍、油脂、灰尘、污垢、氧化皮、铁锈、膜层、氧化物、腐蚀物,以及其它外来物质。
对于某些工件如箱体、水箱内表面无比清理干净,不允许有钢砂、焊渣等肉眼可见颗粒,保证干净、清洁。
.
通过合理的涂装施工条件,精心的前处理工序以及恰当的喷砂或抛丸操作,可以确保工件表面达到理想的清洁度和粗糙度,为涂装工艺的成功提供坚实基础。以上章节所述的要求和标准将有助于确保涂装过程中的质量和可靠性,从而实现优质涂装效果。
产品与市场
摩斯国际
上海市嘉定区南翔镇沪宜公路1185号高科商务中心15楼
brand@haolisen.com
021-39199000
投诉方式: 18260556793 tousu@hls-nt.com
©2015 HAOLISEN 摩斯国际









 沪公网安备 31011402009577号
沪公网安备 31011402009577号